Why Viscosity Is the Most Overlooked Variablein Sanitary Pump Selection
You can size a pump perfectly for flow rate and head pressure and still get it completely wrong. Viscosity is the variable that quietly drives failures — cavitation, product damage, shear degradation, line blockages, and motors running at twice their rated load. Here’s what process engineers need to know, and a free tool to look it all up.
What Viscosity Actually Means for Your Process
Viscosity is a fluid’s internal resistance to flow. Water at room temperature has a viscosity of 1 centipoise (cP). Honey at room temperature is closer to 8,000 cP — eight thousand times thicker. Peanut butter clocks in around 250,000 cP. The range across sanitary process fluids spans six orders of magnitude, and almost every major pump selection decision hinges on where your fluid sits in that range.
The catch is that viscosity isn’t a fixed property. It changes with temperature, shear rate, concentration, and time. Getting it right means knowing the viscosity at your specific operating conditions, not just at room temperature from a datasheet.
Rule of thumb: Centrifugal pumps are generally suitable up to about 200 cP. Above that, efficiency drops rapidly and positive displacement pumps become necessary. Above 1,000 cP, positive displacement is almost always required.
Newtonian vs. Non-Newtonian: Why It Matters More Than the Number
Viscosity type matters as much as viscosity value. Newtonian fluids — water, milk, vegetable oils, ethanol — have a constant viscosity regardless of how fast you pump them. The number you look up is the number you get.
Non-Newtonian fluids are more complex. They change viscosity depending on shear rate, time, or both. This creates a critical failure mode: the viscosity you measure at rest is not the viscosity inside your pump. For shear-thinning fluids like yogurt, ketchup, and shampoo, high pump speeds actually thin the fluid — which can sound like good news until you realize you’ve permanently damaged the product’s texture or emulsion stability.
Common Non-Newtonian behaviors in sanitary processing:
Shear-thinning (pseudoplastic): Viscosity decreases as shear rate increases. Most food emulsions, dairy products, and personal care formulations fall here. Examples: yogurt, mayonnaise, ketchup, body lotion, shampoo.
Thixotropic: Viscosity decreases under prolonged shear, then recovers over time when at rest. Honey, tomato paste, and many gels exhibit this behavior. The implication: a fluid can appear pumpable when agitated but solidify in a stagnant line.
Bingham plastic (yield stress): The fluid won’t move at all until a minimum force threshold is exceeded. Toothpaste, peanut butter, and some concentrated slurries. This is critical for startup design — you can’t just size for running conditions.
Viscosity Ranges for Common Sanitary Fluids
Here’s a snapshot of where common process fluids fall at typical operating temperatures. Notice how wide the range is — from CIP rinse water at under 1 cP to peanut butter at a quarter million.
| Fluid | Viscosity at 68°F (cP) | Behavior | Pump Type |
|---|---|---|---|
| Water / CIP Rinse | 1.0 | Newtonian | Centrifugal |
| Whole Milk | 1.8 | Newtonian | Centrifugal / Lobe |
| Apple Juice | 2.0 | Newtonian | Centrifugal |
| Heavy Cream (36%) | 10 | Newtonian | Rotary Lobe |
| Tomato Juice | 200 | Non-Newtonian | Lobe / Twin Screw |
| Corn Syrup | 4,000 | Newtonian | PD Pump |
| Honey | 8,000 | Non-Newtonian | Twin Screw / Lobe |
| Yogurt (stirred) | 4,000–10,000 | Non-Newtonian | Rotary Lobe (low RPM) |
| Tomato Ketchup | ~2,500 | Non-Newtonian | Prog. Cavity / Twin Screw |
| Peanut Butter | 250,000 | Non-Newtonian | Twin Screw / Prog. Cavity |
Temperature Is Everything
The single most actionable thing you can do when specifying a pump is to look up viscosity at your actual operating temperature — not room temperature, not some generic datasheet value. Honey at 68°F is 8,000 cP. Honey at 140°F is 350 cP. That’s the difference between a centrifugal pump being completely useless and a lobe pump handling it easily.
Glycerol drops from 3,900 cP at refrigeration temperature (40°F) to 81 cP at 140°F. Chocolate must be kept between 113–131°F to remain pumpable at all — let it cool and it solidifies in your lines. Butter below 90°F is a solid.
Practical implication: Always confirm the viscosity at minimum operating temperature for startup conditions, and at maximum operating temperature for motor sizing. The worst case for pump load is usually the coldest startup — not steady-state running.
Pump Selection Quick Guide by Viscosity
Centrifugal Pumps
Water, milk, juices, beer, wine, CIP solutions. High flow rates, simple design, low cost. Efficiency drops rapidly above ~200 cP.
Rotary Lobe Pumps
The workhorse of sanitary processing. Gentle on shear-sensitive products. Ideal for cream, yogurt, sauces, and personal care emulsions.
Twin Screw Pumps
Excellent for very high viscosity and products with particles. Honey, malt extract, chocolate, peanut butter. Self-priming capability.
Progressing Cavity
Best for yield-stress fluids and abrasive slurries. Toothpaste, thick pastes, soy slurries. Steady, pulsation-free flow.
CIP: Don’t Forget the Cleaning Side
One area where viscosity is almost always overlooked is CIP design. Engineers focus on product viscosity but treat the cleaning circuit as an afterthought. In reality, CIP hydraulics matter just as much — because turbulent flow at minimum 5 ft/s (1.5 m/s) is required in every tube diameter to achieve effective mechanical cleaning action.
The good news is that caustic solution (NaOH 1–2%), nitric acid, and peracetic acid all behave essentially like water — 0.4 to 0.7 cP at operating temperatures of 140–185°F. But this also means their Reynolds numbers are very high, and you need to size return pumps to maintain minimum velocity — use our Friction Loss Calculator across every tube size in the circuit, including the largest headers.
Introducing Our Free Fluid Viscosity Reference Tool
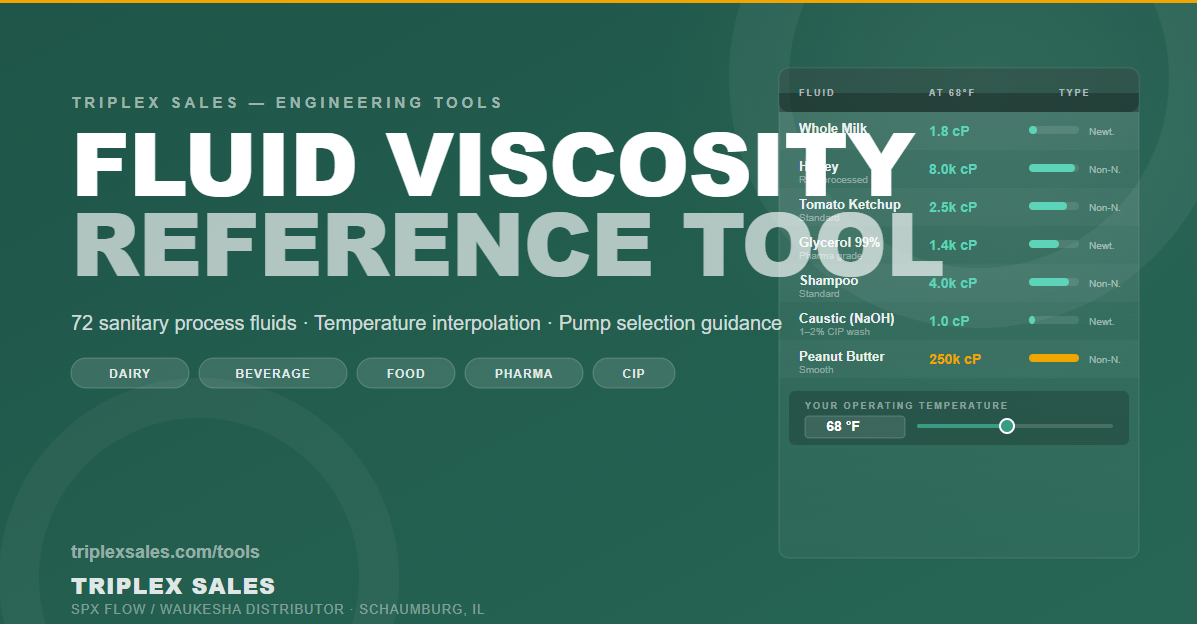
We’ve built an interactive viscosity reference tool covering 72 sanitary process fluids across dairy, food, beverage, pharma, personal care, and CIP applications. It’s free, browser-based, and designed for process engineers. See all our engineering tools →
The key feature: enter your actual operating temperature and the tool instantly interpolates the viscosity for every fluid using log-linear interpolation — the same approach used in engineering textbooks. You can see at a glance which fluids are in range, which are extrapolated estimates, and which have no data at your temperature. Every expanded fluid entry includes specific gravity, Newtonian/Non-Newtonian classification, pump selection guidance, and linked references.
Free Fluid Viscosity Reference Tool
72 sanitary process fluids · Temperature interpolation · Pump selection guidance · CIP chemicals included
Open the Tool →The Bottom Line
Viscosity isn’t a footnote in pump selection — it’s often the primary driver. Get it wrong and you’re looking at oversized motors, cavitating pumps, destroyed product texture, blocked lines, or a pump that simply won’t start on a cold morning. Get it right and your system runs efficiently, your product stays intact, and your CIP circuits clean thoroughly.
If you’re sizing a pump for an application and aren’t sure where to start, reach out to the team at Triplex Sales. We’ve been doing this for food, beverage, dairy, and pharma applications for years — and we carry the full SPX Flow and Waukesha lineup to match your process.
And if you want to run the numbers yourself first, start with our Fluid Viscosity Reference, then carry those values into the Friction Loss Calculator. Both are free, no login required.
Tags: pump selection, viscosity, sanitary processing, food & beverage, dairy, pharmaceutical, CIP, rotary lobe pump, twin screw pump, SPX Flow, Waukesha

