Why Chemical Compatibility Is the Most Expensive Assumptionin Sanitary Processing
Wrong elastomer. Wrong seal material. Wrong wetted metal. These aren’t just maintenance problems — they’re product contamination events, unplanned shutdowns, regulatory flags, and warranty claims. Chemical compatibility is one of the most commonly skipped steps in pump specification, and it’s one of the most expensive mistakes to fix after the fact.
The Problem With “It’ll Probably Be Fine”
Elastomer selection is the step that gets skipped. An engineer specs a pump, picks EPDM because that’s what was used last time, and moves on. It works — until it doesn’t. A fluid change, a new CIP chemical, a concentration increase, or a temperature bump can turn a perfectly functional seal into a swelling, cracking, leaching failure in weeks.
The damage isn’t just a seal replacement. When elastomers degrade in contact with incompatible fluids, you get particulate contamination in the product stream, potential leaching of plasticizers into food or pharmaceutical products, failed sanitary audits, and in the worst cases — a product recall.
Rule of thumb: Every elastomer has a different chemical resistance profile. EPDM excels in caustic and hot water but fails in oils. Buna-N handles oils and fats well but is attacked by acids, alcohols, and oxidizing sanitizers. PTFE is chemically inert to almost everything — but it’s not always the right mechanical choice. Knowing which material to use requires checking, every time.
The Five Elastomers You Need to Know
Most sanitary pump manufacturers offer seals and gaskets in five elastomer families. Each has a distinctly different chemical resistance profile. There is no single “universal” elastomer — the right choice depends entirely on what you’re pumping and how you’re cleaning it.
EPDM (Ethylene Propylene)
The default choice for dairy, water, steam, and caustic CIP service. Excellent hot water and steam resistance. Fails in contact with oils, fats, and most hydrocarbon-based fluids. If you’re running a standard dairy line with NaOH CIP, EPDM is almost always the right answer.
PTFE / Teflon
Chemically inert to nearly everything. The go-to for aggressive acids, oxidizing sanitizers (PAA, hypochlorite), solvents, and high-purity pharma applications. The trade-off is mechanical — PTFE is harder and less resilient than rubber elastomers, and has limited use as a dynamic seal in high-pressure applications.
Buna-N (Nitrile / NBR)
Excellent resistance to oils, fats, and hydrocarbons. The right choice for edible oil lines and certain personal care applications. Fails rapidly in contact with acids, alcohols, oxidizing chemicals (PAA, bleach, H₂O₂), and aromatic solvents. One of the most commonly misapplied elastomers in sanitary processing.
FKM / Viton
Premium all-around performer. Excellent resistance to fats, oils, concentrated acids, and high temperatures. Best choice for citrus processing, tomato products, and high-fat dairy at elevated temperatures. More expensive than EPDM or Buna-N, but often the right call when process conditions are aggressive or changeable.
Silicone
Excellent for hot water, steam, and standard food products. FDA-compliant grades are widely used in dairy and beverage. Weak in oils, concentrated caustic, and oxidizing chemicals at elevated temperatures. Platinum-cured silicone is preferred for pharmaceutical WFI applications.
The CIP Wildcard: Your Sanitizers May Be the Problem
Here’s the scenario that causes the most avoidable seal failures: an engineer selects an elastomer based on the product — say, Buna-N for an edible oil application — without considering the CIP chemicals. The pump runs fine on product. Then the CIP cycle runs peracetic acid or sodium hypochlorite through the same line and destroys the Buna-N seals in a matter of weeks.
The CIP circuit sees every elastomer in every pump, valve, and fitting in the loop. Oxidizing sanitizers like PAA and hypochlorite are particularly aggressive. If your CIP uses these — and most modern food and beverage facilities do — your elastomer selection has to hold up to both the product and the sanitizer.
The chlorine trap: Sodium hypochlorite is also more aggressive toward stainless steel than many engineers realize. At concentrations above 200 ppm, free chlorine can cause chloride pitting in 316SS — and it’s significantly worse in 304SS. Always rinse thoroughly after hypochlorite sanitization, and check your steel grade if you’re running high-concentration chlorine CIP.
316SS vs. 304SS — It Actually Matters
The difference between 316 and 304 stainless steel is molybdenum. That 2–3% molybdenum content in 316 gives it significantly better resistance to chloride pitting — and in sanitary process environments, chloride exposure is everywhere. Chlorine-based sanitizers, certain acidic products, and even some municipal water supplies carry enough chloride to pit 304 over time.
For most dairy, beverage, and food applications, either grade is acceptable for wetted surfaces under normal conditions. But if your process involves citrus, tomato, wine, or aggressive CIP chemistry — or if you’re in a high-chloride water area — 316SS is the right specification, not an upgrade.
Cast iron is never acceptable for sanitary process contact with food, beverage, dairy, or pharmaceutical products. It corrodes rapidly in the presence of virtually any process fluid or CIP chemical. Its only appearance in sanitary equipment is in non-contact structural components.
Introducing Our Free Chemical Compatibility Tool
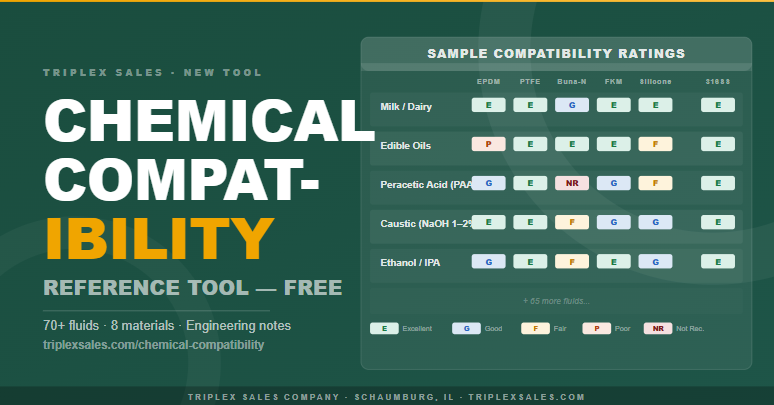
We built an interactive chemical compatibility reference covering 70+ sanitary process fluids across dairy, food, beverage, pharma, personal care, CIP chemicals, and solvents. It’s free, browser-based, and designed for the way process engineers actually work.
For every fluid, you get color-coded compatibility ratings for all eight materials — EPDM, PTFE, Buna-N, FKM/Viton, Silicone, 316SS, 304SS, and Cast Iron — plus expandable detail cards with engineering notes and specific warnings. You can filter by fluid category, toggle which materials to display, and sort by worst rating first to quickly surface compatibility concerns. See all our engineering tools →
Free Chemical Compatibility Tool
70+ process fluids · 8 materials · Color-coded ratings · CIP chemicals included · Engineering notes per fluid
Open the Tool →The Bottom Line
Chemical compatibility isn’t a checkbox — it’s an engineering decision that affects product safety, line uptime, and audit readiness. The right elastomer for your product might be exactly wrong for your CIP circuit. The right stainless grade for general service might be marginal for your specific cleaning chemistry.
Check it every time. A fluid change, a new sanitizer, a concentration increase — any of these can turn a compatible material into a failure mode. If you’re specifying a new pump or resealing an existing one and want to talk through material selection for your specific application, reach out to our engineering team. We carry the full Waukesha Cherry-Burrell lineup and can match seals and wetted materials to your exact process conditions.
And if you want to run the numbers yourself first, the Chemical Compatibility Tool is free, no login required — right alongside the Viscosity Reference and Friction Loss Calculator in our engineering toolbox.
Tags: chemical compatibility, elastomers, seal selection, EPDM, PTFE, Buna-N, FKM, Viton, sanitary processing, CIP, stainless steel, Waukesha, SPX Flow

